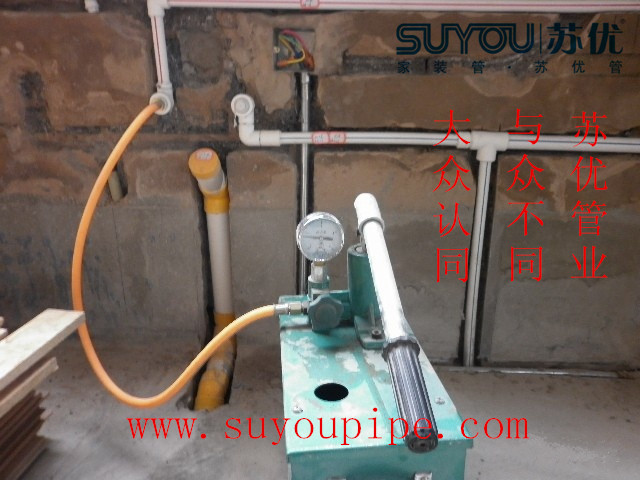
一、PPR管道的水壓試驗:
為了保證管道熱熔連(lián)接的質量,在管道(dào)熱熔連接24小時後或隱蔽之前,須對管道進行水壓試驗。壓力試驗時,首先將管道注水,排出管內空氣,然後用打壓泵(bèng)將(jiāng)水壓緩慢升至規定(dìng)的試驗壓力(lì),其升壓時間不得小於10分鍾。水管測壓利用打壓泵向冷水(shuǐ)管內施加≥0.9Mpa壓力(熱水管則≥1.2Mpa),保壓時間不低於30分鍾,查看壓力下(xià)降情況,如壓力下降<0.05Mpa則為合格。若發現壓力降超過允許值,必須查找原(yuán)因,再次進行補壓試壓,以確保管道接口質量。
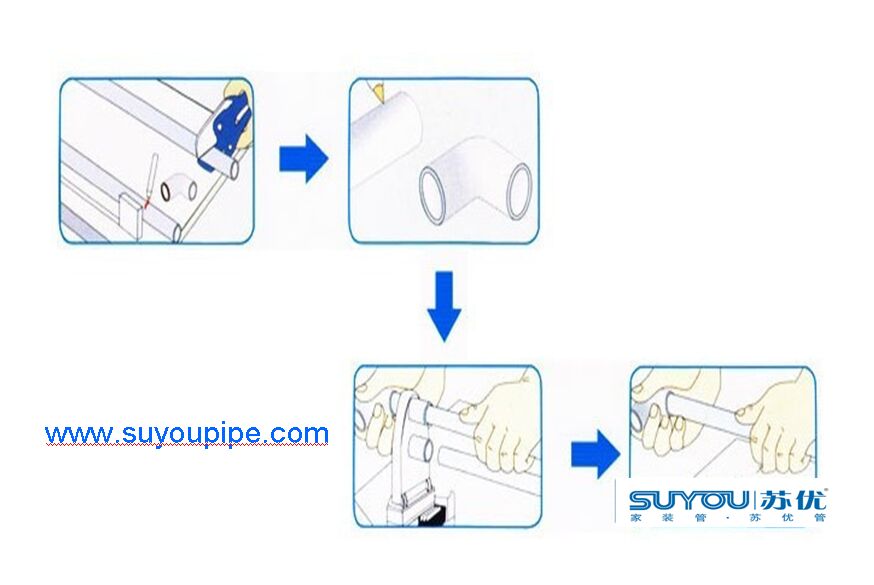
二、PPR管的焊接步驟
1、管道和接頭的表麵要保證平穩、清潔(jié)、無油。
2、在管道插入嚐試處做記號。(等於(yú)接頭的套入深度)。
3、把整個嵌入深度加熱,包括管道和(hé)接(jiē)頭,在焊接工具中進行。
4、當加(jiā)熱時間完成後,把管道平(píng)穩而均勻地推入接頭中,形成牢固的結合。
5、在管道接頭焊(hàn)接之後的幾秒(miǎo)鍾之內,可以調(diào)節接頭位置。
6、在短時間之內,接頭就完全(quán)可以隨負荷。
7、用一個自調式熱熔焊機把管道和管件熔接在一起,溫度為(wéi)260°C。
8、把機器接通電源(yuán)(220伏)並等待片刻(kè),當綠燈閃爍說明已達到焊接溫度,開始(shǐ)工作。
9、由於材料重量輕,有撓曲(qǔ)性,所有熔接可在工作台上進行,基於這一優點(diǎn),節省工時。
10、有時(shí)要(yào)在牆內進行某些連接,要注意在這種接(jiē)合地點有足夠的操作空間(jiān),可以操作。若環境(jìng)溫度低(dī)於5°C,加(jiā)熱時間延長50%。